


HAKKIMIZDA
Uğursan Metal Elektronik Kimdir?
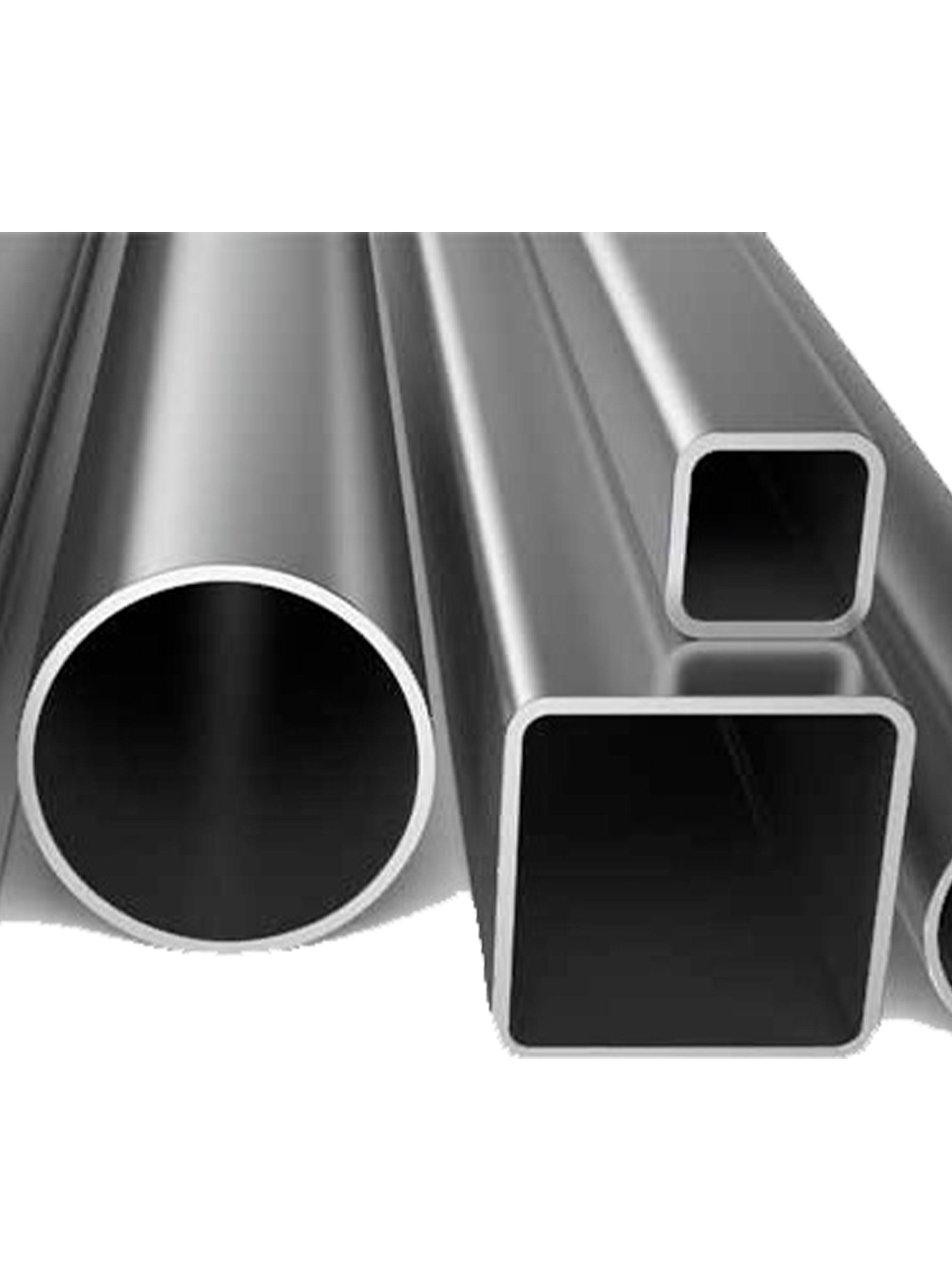
1991 yılında ortak olarak başladığı regülatör ve transformatör imalatında 2000 yılında ortağından ayrılarak UĞURSAN METAL ELEKTRONİK SANAYİ TİCARET ve LİMİTED ŞİRKETİ’ni kuran Cengiz Baysal, İkitelli Organize Sanayi Bölgesi, Demirciler Sitesinde faaliyete başlamıştır. 2002 yılında firmamız Paslanmaz Çelik Sac, Boru, Profil, Lama ve Köşebent ürünlerininde tedariğini sağlayarak, yıllar içerisinde birden çok sektörde iddalı olduğunu göstermiştir.


Paslanmaz Çelik Ürünler
Paslanmaz Sac Levha, çeşitli kaliteleri ile, dilediğiniz yüzeyde, 0,40mm’den 20,00mm kalınlığa kadar stoklarımızda mevcuttur. Detaylı bilgi için bize ulaşabilir, fiyat için teklif isteyebilirsiniz.
...Regülatör
1 KVA’dan 2000 KVA’ya kadar güç sağlayan regülatörlerimiz hakkında detaylı bilgi almak için, bize ulaşıp, ürün için teklif alabilirsiniz.
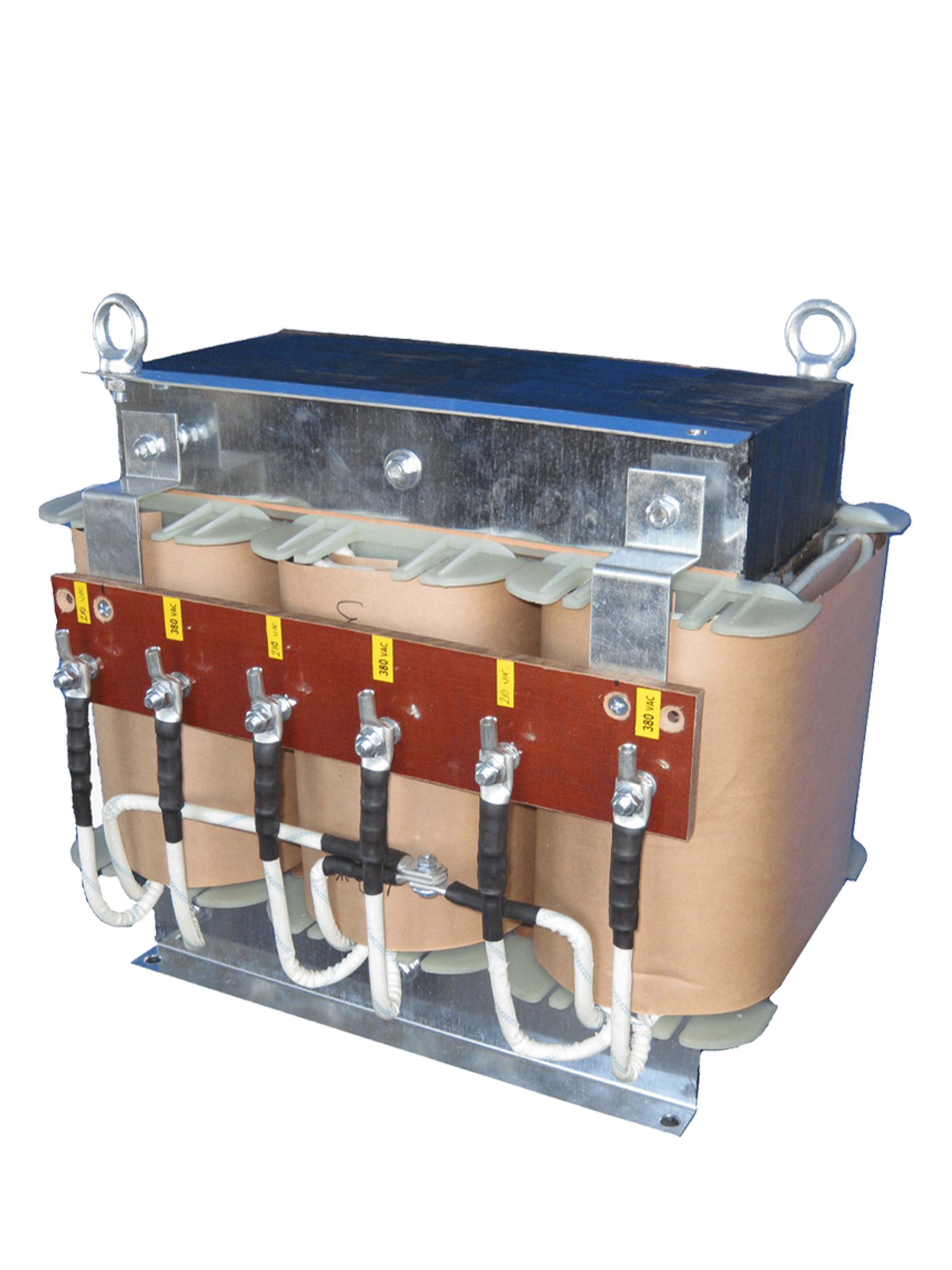
...Trafo
Monofaze transformatörler izolasyon tipi ve oto-tipi seçenekleriyle sunulmaktadır. Özel sipariş ile dilediğiniz giriş-çıkış voltajına uygun trafo üretilebilmektedir. Detaylı bilgi için firmamıza ulaşabilirsiniz.
...Regülatör
1 KVA’dan 25 KVA’ya kadar kendi üretimimiz olan monofaze regülatörler hakkında detaylı bilgi için firmamıza ulaşıp, teklif alabilirsiniz.
...Trafo
Trifaze transformatörler izolasyon tipi ve oto-tipi seçenekleriyle sunulmaktadır. Özel sipariş ile dilediğiniz giriş-çıkış voltajına uygun trafo üretilebilmektedir. Detaylı bilgi için firmamıza ulaşabilirsiniz.
...